
Posted on: 6th April 2016
In the industrialised world, approximately 50% of all aluminium alloys used is in the form of flat rolled products. Over the last 35 years major changes have taken place in aluminium rolling lubrication development and understanding. It is now accepted that the rolling lubricant strongly influences both mill productivity and metal quality. In this blog post, and in part 2, we will give you an introduction to aluminium rolling lubrication.
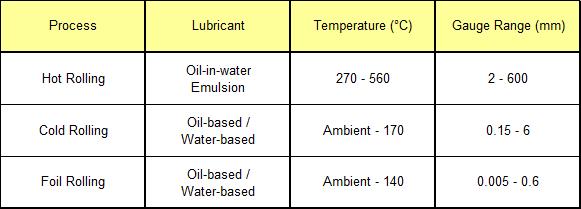
The processes and lubricant types involved in aluminium rolling are shown in the table below:
The role of the lubricant is threefold:
- to reduce/prevent direct contact between the roll and aluminium surfaces,
- to extract heat generated by friction and deformation,
- to transport metal fines and debris from the roll bite area to the filter.
When formulating a rolling lubricant the load bearing capacity, cooling efficiency and ability to provide a clean annealed product must be considered, and it is essential to ensure their chemical stability to minimise changes during use. Both rheological properties and composition have a significant impact on lubricant performance. Additives are critical to friction control as they prevent problems of skidding or roll bite refusals caused by too low friction, or poor surface quality caused by too high friction.
Aluminium rolling lubrication: Hot Rolling
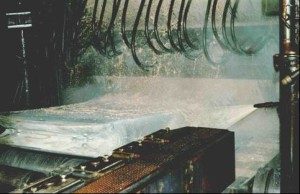
During the hot rolling process, lubrication and thermal control of the work rolls are achieved by spraying oil-in-water emulsions onto the rolls in controlled patterns. The emulsion also removes any loose debris from the roll bite area and carries it to the filter where it is removed.
Emulsions are complex blends of water, base oil and additives, including lubricity improvers, antioxidants, emulsifiers and wetting agents. The formulation may also contain corrosion inhibitors, biocides and coupling agents that help provide stability during storage and assist the emulsification process.
Emulsifiers stabilise the surface of the oil droplets towards the water phase. The two most common types of emulsifier used in hot rolling are anionic and non-ionic in nature. Anionic emulsifiers are principally metal or alkanolamine soaps, while non-ionic emulsifiers are ethylene oxide condensation reaction products. The polymerised ethylene oxide chain length determines the degree of water solubility and hence the amount of oil separated at the roll bite.
Additives are polar in nature, which enables physical/chemical bonding onto the metal and roll surfaces, providing load bearing and protecting the freshly-generated aluminium surface. Generally, increasing the additive polarity provides more effective lubrication. Commonly used additives for hot rolling are organic acids and esters.
Modest amounts of organic acids in formulations significantly affect the surface quality of the rolled sheet, although during use they generate metal soaps that can reduce emulsion stability. Esters are less reactive, but relatively stable and are extensively used in commercial formulations. Formulations also contain extreme pressure (EP) additives, particularly phosphate esters that help minimise surface defects caused by localised welding of the aluminium to the roll under high friction conditions.
Consistent aluminium rolling lubrication performance must be established and maintained to ensure effective cooling and protection of the freshly-generated surface, whilst minimising roll wear and avoiding slippage and refusals.
In our next post we will cover Cold & Foil Rolling, and Water-based Cold Rolling. For information about how Innoval can help you with aluminium rolling lubrication, click here.