
Posted on: 14th July 2016
One of our customers was experiencing periodic surface markings on products from their cold rolling mill. Consequently, they were unable to supply high surface quality material from this particular mill. Therefore, they asked our aluminium rolling experts to get to the bottom of the problem.
Chatter marks
The defect appeared as alternative light and dark transversal stripes on both surfaces of the strip. Also, the stripes were exactly perpendicular to the rolling direction. Furthermore, the spacing of these stripes was regular and measured between 20 and 25mm. The stripes showed no significant change of thickness on the strip, and they were more prevalent on fully annealed material. We could easily calculate the frequency of the defect from the spacing and knowledge of the mill speed at the time.
Strip marking can result from forced vibrations acting on the work rolls and may be amplified by natural resonances of the rolling mill. These natural resonances are typically between 500 and 1000Hz and are often referred to as the 5th octave resonances of the mill.
In this case, the forced vibration had a lower frequency and was of sufficient amplitude to mark the strip without excitation of any 5th octave resonance of the rolling mill. As a result of the observations, we immediately identified these stripes as mill chatter marks. We then arranged for vibration measurements to be carried out on the cold rolling mill.
Vibration measurements
Each of the roll chocks had accelerometers attached which sensed motion in the vertical direction. In addition, there was another accelerometer on the gearbox, and a tachometer monitoring rotational speed from a drive coupling. We then analysed the vibration measurements on the mill, as the mill speed was varied. This enabled us to properly capture and understand the motion of the rolls.
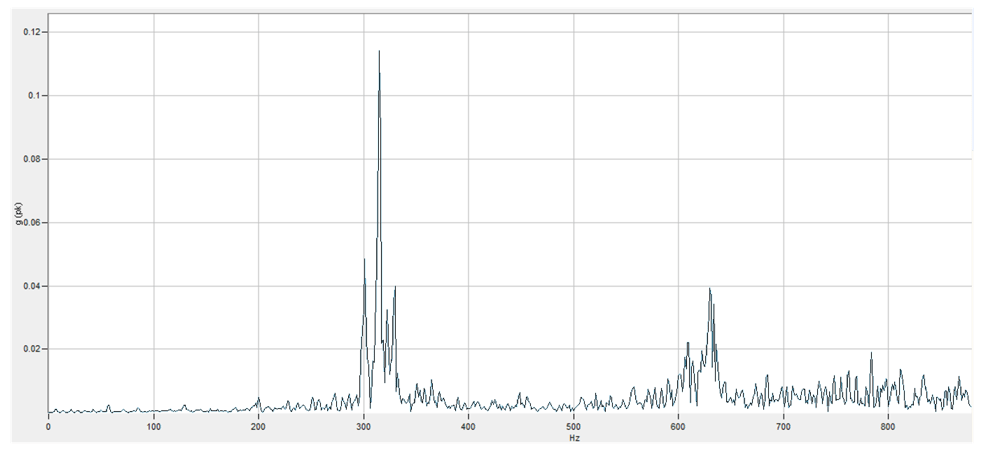
The vibration spectrum showed a significant peak developing at low rolling speeds. The frequency of this peak increased in direct proportion to the rolling speed. Furthermore, the vibration amplitude of this peak increased with rolling speed. At a rolling speed of 470m/min the peak frequency was close to 315Hz.
Converting acceleration amplitude to displacement showed the displacement of the roll chocks increased to approximately 0.6 microns at the highest rolling speeds. This level of displacement is significant relative to the surface roughness of the strip and so creates the pattern of chatter marking observed.
This type of speed-dependant vibration will be a mechanical forced vibration within the rolling mill, for example due to a defective gear or bearing. Hence, the team collected data for all potential sources of forced vibration. Careful analysis of the vibration data showed the source to be a work roll bearing defect.
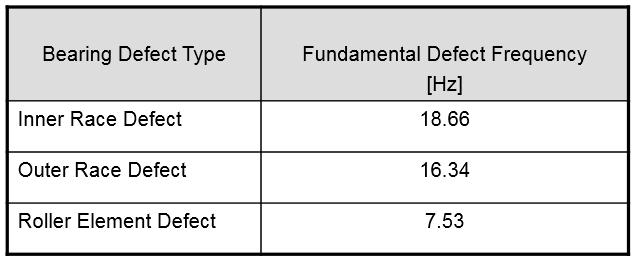
Figure 2 shows the fundamental work roll bearing defect frequencies based on a 1Hz work roll rotation frequency. Rolling at 470m/min corresponds to a work roll frequency of 505 rpm (8.42 Hz). The forced vibration peak is observed at 37.3 times the work roll frequency which corresponds to the first harmonic (2x) of the fundamental inner race defect frequency of 18.66 x 8.42Hz. Observations at other rolling speeds were able to confirm this result.
Figure 1 shows that there are sidebands either side of the forced vibration peak. The spacing of these sidebands is an exact multiple of the rotational frequency of the work roll. This is commonly seen for inner race defects where the inner race is rotating. The defect rotates through a variable load zone and produces a modulated time waveform. This is seen as a peak with sidebands in the vibration spectrum.
Corrective actions

The team conducted a survey of mill elements known to contribute to chatter. They looked for defects in the work roll bearings inner races that were likely to create similar markings to the ones experienced in the cold rolling mill, as shown in figure 3. These defects were present in all the mill work rolls and were likely created during the chocking and de-chocking operations.
Reconditioning the bearing races and improving the chocking operation eliminated the strip markings. Therefore the plant could, once again, manufacture products from its cold rolling mill with the highest surface quality.
If you’re struggling with a production problem, whether it’s to do with productivity or quality, we’ll be able to help you. Drop us a line explaining the problem and we’ll be in touch.
This blog post was originally written by Dr Tom Farley who has now left the company. Please contact Kyle Smith if you have any questions.