
Posted on: 1st August 2023
In this Insights article, we give a glimpse behind the scenes of our offline processing service. We’ll briefly describe the different stages involved in creating an aluminium casting in the form of a ‘book mould’ rolling ingot. Further Insights will then reveal what happens next as we process the ingot.
Offline processing.
Alloy development within the aluminium industry can be a costly undertaking. It can tie up equipment and manpower, as well as large volumes of valuable material. Can you imagine casting and processing a standard-length DC ingot (approximately 13tonnes) to explore one possible alternative composition or process variable? Thankfully, we don’t need to do this. By using a combination of thermodynamic software, offline processing and metallurgical knowledge, it’s possible to avoid these huge costs.
Why come to us?
At Innoval we have have extensive experience in both thermomechanical processing and metallurgy for products such as automotive sheet and plate etc. We offer a bespoke aluminium alloy development service which utilises a 6.5kg book mould ingot, Figure 1. Using our knowledge of industrial scale rolling, we’re able to process this down to 100microns whilst replicating a full-size ingot. This includes reproducing in the laboratory the microstructure achieved in full-scale production.
We start with a review of the new composition, including guidance on alloying additions. Then we’ll include homogenisation and pre-heat practices. Following this, we’ll examine the breakdown mill and cold rolling procedures and the inter-annealing practices.
Our alloy development service covers every aspect of processing from the aluminium casting to the end use product. We also have extensive experience of producing bonded multi-clad material for heat exchanger applications.
Thermodynamic software.
We’ve recently invested in thermodynamic software (JMatPro® from Sente Software Ltd.) which assists our experts in multi-component aluminium alloy and process development. The software allows for the calculation of:
- Solidification properties
- Phase equilibria (stable and metastable)
- Phase transformations
- Thermo-physical and physical properties
- Mechanical properties
These features help to define the optimum chemical composition for castability via an optimised solidification range. We can also define a suitable homogenisation practice (required set temperature and associated furnace tolerances) that will take solidification phases into solid solution. Similarly, we can define preheat practices, as well as inter-annealing and final annealing practices. Furthermore, in the case of heat-treatable alloys, we can determine optimum solution heat treatment temperatures, subsequent quench rates and artificial ageing parameters. We take great care to make a product that will meet end use requirements.
The melt make-up.
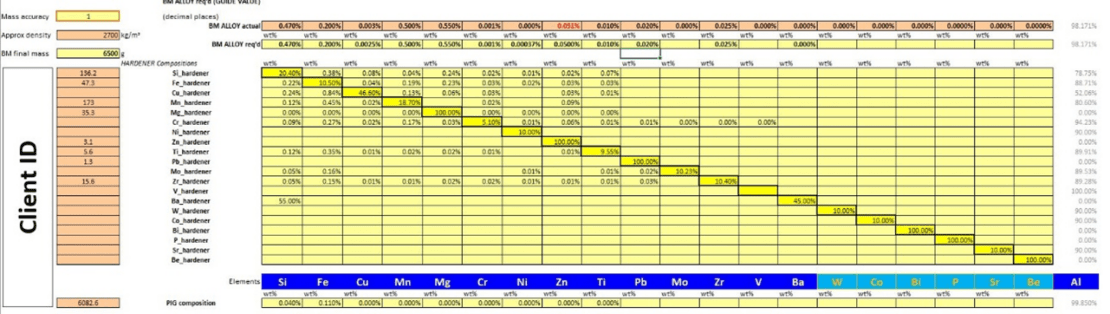
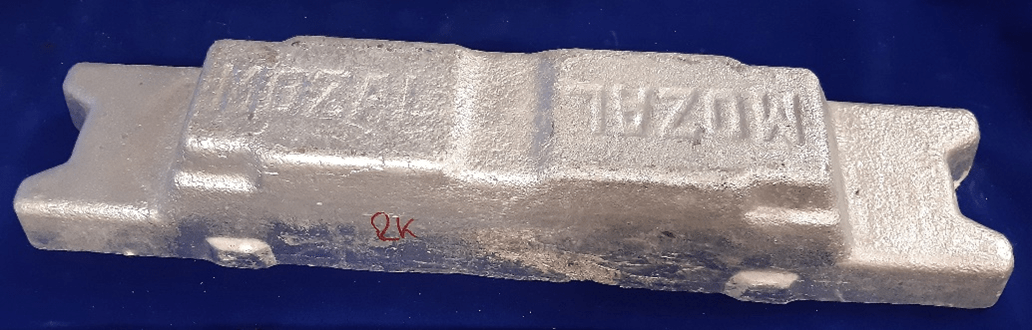
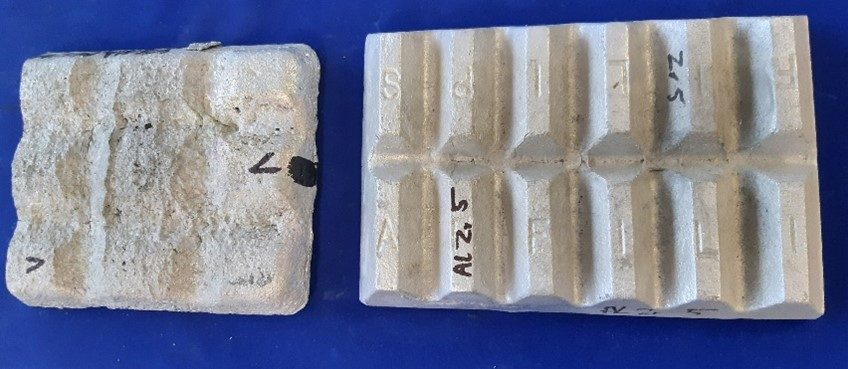
We use a convergence model, Figure 2, based on ICP-OES analysis of commercial pig (Figure 3) and hardener bar (Figures 4 and 5). The convergence model will fine tune the composition by taking into account the presence of the many minor elements. Examples of these include silicon, iron, copper, manganese, magnesium, chromium, nickel, and zinc. As a result, it provides greater accuracy and avoids wasteful additions.

Good practice for aluminium casting using a book mould.
The rest of this article covers the stages involved in melting and casting a 6.5kg aluminium book mould ingot. This will give you a flavour of what’s involved in the initial stages of an alloy development project. However, please note that we will not include PPE and safe foundry practice here. This should be a given.
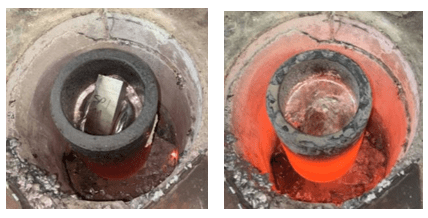
For melting, we prefer to use an induction furnace rather than a resistance furnace. This is because of the reduced heating times, better control and faster temperature adjustments prior to pouring.
It is important to avoid Fe pick-up. Therefore, you must clean the crucibles (skulls removed), pot wash and dry them prior to each cast.
You must pre-heat the moulds to a minimum of 100-150°C prior to casting to avoid surface moisture and an explosion risk. Grey cast iron unmachined surfaces can have pockets where moisture collects which is extremely dangerous. It is essential that the moulds are free of moisture.
The Optical Emission Spectrographic (OES) sample mould, which you can see in Figure 6, conforms to ASTM 1251. You need to dry and pre-heat this to 100-150°C prior to casting. If not, you must take at least one sample and discard it before you take the main sample for analysis.

Both the pig and hardener bars should be cut into small pieces to fit inside the crucible without wedging across the diameter. A sample that is wedged in the crucible could damage or crack the crucible when it expands. Additionally, the pieces should be cleaned and dried after sawing for both safety (moisture) and metal cleanliness.
Melting.
Carefully charge the pig into the crucible and start the melting. Placing the alloy additions on the top surface of the induction coil provides additional drying and pre-heating, Figure 7.

Hardener bar alloying elements should be clean, dry and ideally wrapped in household foil to avoid dropping the small pieces. They should be added once the pig is molten by plunging them below the surface. Elements such as copper and magnesium should be added with extra precautions to avoid oxidation and maximise their effect in the melt.
It’s important to take care when adding the grain refiner. The melt needs to be stirred vigorously and you must control the time between making the addition and casting.
Finally, the melt needs degassing to achieve the desired low hydrogen levels whilst avoiding turbulence. Once you have skimmed it and made final adjustments to the composition, you must return it to the set-point temperature. It is now ready to pour.
Casting/Pouring.
During the final stages of melting, you need to prepare the book mould halves by removing them from the pre-heat oven and assembling them. You should also prepare the OES mould.
When it comes to pouring, the book mould should initially be tilted through 45degrees, Figure 9. The molten aluminium will then run down the nearest face of the mould. As the mould fills up, it should be lowered to the ground. The objective of this is to avoid turbulence/disturbance/splashing of the molten stream to reduce the entrapment of oxide inclusions in the ingot. Once the book mould and top feed are full, it’s time to fill the OES mould. You can then return to the book mould and top-up the casting as the solidification sump starts to form. This will help avoid any solidification cracks appearing in the rolling blocks.
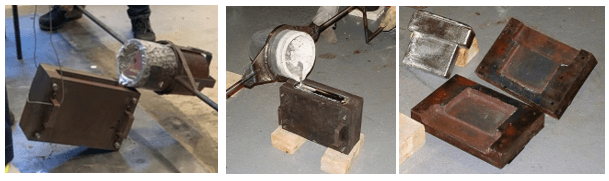
Once the casting and book mould are cool, you can dismantle the mould.
Machining.
Once the aluminium casting has cooled down, you can remove the top feed (Figure 10). A slice taken vertically from the middle of this is suitable for an ‘as cast microstructure’ if required. You can then machine the book mould casting to generate 1 or 2 rolling blocks.
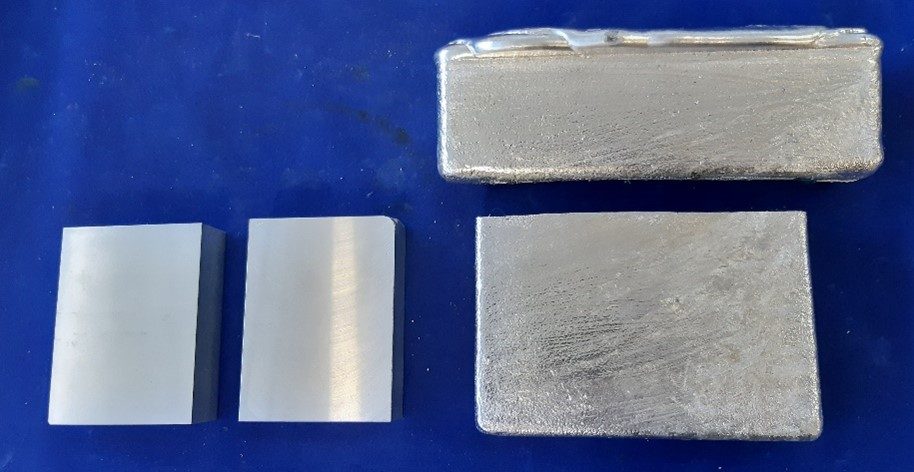
At this point we homogenise the rolling blocks at an elevated temperature to reduce composition gradients within the grain structure. The actual practice depends on the product or alloy. However, the homogenisation practice will normally follow 3 steps:
- Heating the ingot at a predefined rate to an elevated temperature which could be 400oC to 620oC depending on the alloy.
- Holding the ingot at the elevated temperature for a defined number of hours.
- Cooling the ingot to room temperature again under controlled conditions.
The ingots are now ready for thermomechanical processing (hot and cold rolling) to final gauge. We’ll delve deeper into how we do this in a subsequent Insights article.