
Posted on: 28th September 2018
In my previous blog I described how the term ‘Industry 4.0’ originated, what it’s perceived to be and my own, slightly different, view. In this blog, I will discuss Industry 4.0 implementation. Specifically, how the integration of data systems, knowledge systems and process models can lead to the Intelligent Factory.
Significant cost reductions
End-users expect to receive from their suppliers a product with the right mechanical properties, that’s within the geometrical specification tolerances and is free of surface defects. What’s more, this should all be available at a competitive price and arrive within a guaranteed delivery window. This is not going to change with Industry 4.0 implementation.

The expectation is that there will be greater certainty that all the criteria can be met. Furthermore, end-users may expect some of the benefits promised by Industry 4.0 to be reflected in a reduced price. There are however, significant opportunities for the producer in terms of cost reduction. This is through reduced scrap, optimising energy usage and improved machine utilisation.
There is also a valuable by-product. We could store all the collected data in such a way that it dynamically updates associated knowledge maps. These can then become virtual ‘aluminium experts’. The ‘experts’ could then provide pertinent advice and likely solutions in real time for operators on the lines. This is a methodology Innoval is researching for K-Maps.
Dynamically adjusting downstream practices
From our perspective, we see the key technological potential of Industry 4.0 implementation in the expansion of the identification data of the piece or coil (such as ID, width, thickness, alloy). This would include key quality parameter values at each stage of processing. The system would then use these values to dynamically adjust the downstream practices in order to guarantee quality. Similarly, it could reject or re-assign a workpiece at the earliest point possible in the process flow.
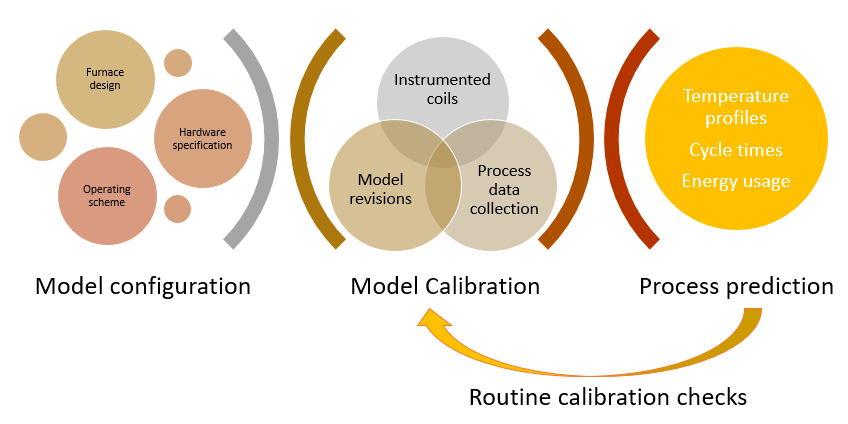
We can demonstrate a simpler application for this in the way we use pre-heat furnace models. We can use them to optimise the head temperature for a specific load based upon loading pattern, ingot size and actual ingot compositions. An on-line metallurgical model within the process control software can optimise the pre-heat in real-time to meet metallurgical requirements. Both of these would reduce energy usage by a minimum of 5%, even in a modern plant. Moreover, the use of intelligent automation would adjust furnace settings to match the real-time hot mill needs, ensuring predictable hot line throughput.
It is of course important to ensure accurate temperature measurement of slabs for this to be effective. We cannot assume reliable accurate temperature measurement in our industry!
Phased Industry 4.0 implementation
Industry 4.0 implementation needs to be phased. This is both for technological reasons (there is still a lot of learning to be done!), and to ensure that incremental investments deliver the anticipated benefits.
The first phase is an extension of current developments. This is the intelligent use of exception reports, the addition of tags relating to quality at each process stage and real-time guidance both to operators and maintenance personnel on the line.
The second phase is the usage of on-line process/property models for each process stage. These, together with statistical trend analysis and monitoring of operator interventions, lead to trimming of standard operating practices in order to guarantee quality. This would deliver, not only improved quality to the end-user, but also improved equipment reliability and hence more optimal productivity and energy usage.
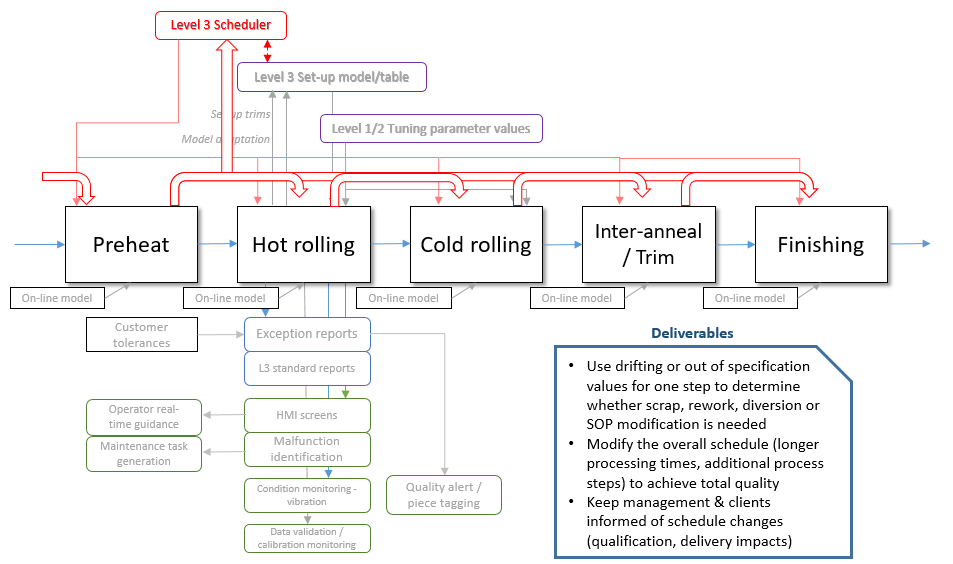
The last phase, and the real revolution of Industry 4.0, is an holistic process/product implementation. This means integrating all the data systems and knowledge systems (including, of course, the on-line models) across the process route. In doing so, the system must recognise the interactions that occur at the different stages. It must also understand the importance of earlier process stages in the evolution of the properties of the final product.
The Intelligent Factory
If we can do all of this, then we might finally realise the benefits of Industry 4.0 implementation.
Imagine a world where the customer will supply a list of requirements such as mechanical and geometrical properties, product form and surface characteristics. The supplier’s system will automatically generate a time for manufacture, the process stages and appropriate practices, as well as the predicted cost, materials list and required ordering times. Quality and delivery requirements will be automatically embedded within the product. Then we would have a truly Intelligent Factory.
This blog post was originally written by Dan Miller who has now left the company. Please contact Kyle Smith if you have any questions.