
Posted on: 22nd December 2016
In this blog I’m going to use the Innoval Rolling Model to illustrate how the addition of strip cooling to a hot mill can result in large productivity gains.
Hot mill exit temperature
The coiling of hot rolled aluminium strip usually happens at a target temperature related to the metallurgical requirements. The exit temperature of strip from a hot mill generally increases with roll speed. This means that you can vary the speed of the final pass to achieve the target temperature.
For example, if the strip enters the final pass colder than anticipated, you can obtain the same coiling temperature by using a higher roll speed.
This is the basis for the installation of either pre- or inter-stand strip cooling sprays on hot tandem mills. These coolers allow for increased mill speeds and higher output.
Innoval Rolling Model
The Innoval Rolling Model (IRM) is a complete physical description of an aluminium rolling mill. You can use it to see the effect of changing roll speeds on exit strip temperature. It can also model a quench system before and/or after any given mill stand. For more complex quench systems the Innoval Quench Model (IQM) can be used.
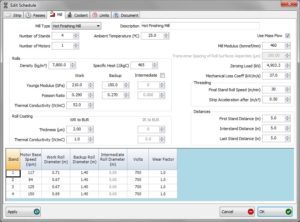
The first thing to do is to set up the physical model without strip cooling. This involves inputting details about the mill and the process variables used, Figure 2. The IRM will then give you a coiling temperature. If all of the inputs are correct this should match the real world to within a degree or two. The example we shall look at here is a four stand hot tandem mill with an entry gauge of 27mm and a final gauge of 3mm .
The model with strip cooling
Once you have set up the model, you can run it again with strip cooling. To do this you will need to specify the flow intensity above and below the strip, and the length over which it is applied. The reduction in strip temperature can be very large. In our example, putting a cooler before the final stand drops the strip temperature by around 30°C. This means that the metal is harder when it enters the bite because it is colder. It therefore heats up more during rolling, and so the final coil temperature is only 25°C lower.
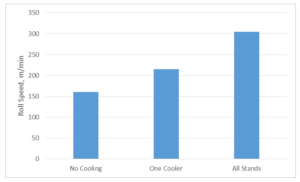
You can increase the roll speed until the target end temperature is achieved. The increased speed reduces the cooling but the effect is still significant. The graph in Figure 3 shows the effect on the roll speed of one cooler before the final stand or one on all four stands. In each case, the target coil temperature is the same.
Strip cooling = faster mill speeds
In this example the productivity improvement by adding one cooler is around 15%. If there was cooling before all four stands, this would increase the productivity by around 30%. As this example of using the Innoval Rolling Model illustrates, adding strip cooling to a hot mill can lead to significant gains and a rapid return on investment.
If you’d like to know more about our rolling model, which is available to purchase, or the other services we offer to improve mill productivity, please get in touch.
This post was originally written by Dr Timothy Clemson who has now left the company. Please contact Kyle Smith if you have any questions.