
Posted on: 3rd March 2016
Thickness control of the strip during aluminium rolling is an extremely mature topic. It is now the third generation of control engineers and practitioners that are striving to meet the tighter tolerances demanded in the market place. Control theory continues to advance providing an armoury of modelling toolboxes and control blocks aimed at coping with uncertainty, building in stability and robustness (and inevitably requiring a new vocabulary). Faster and more powerful hardware allows virtual measurements to be placed into the process descriptions without their computation impeding the response of the total system. However, with each layer of complexity the task of a process or maintenance engineer being called out in the early morning to resolve a gauge control problem grows more onerous.
Measurement
The first problem is that of measurement. How to measure strip thickness is not the issue – it is whether we know well enough why the limitations on the measurement are there and what is needed to avoid them. A modern X-ray system is well understood, and the suppliers recognise the need to compensate for exact composition, as well as the temperature of the air columns and the other factors that modify the apparent thickness. Implementation of robust rigorous procedures to monitor strip thickness, ideally the same way that our customers use, should ensure that the discrepancies between the different measurement systems are never large enough to dominate the variation in strip thickness that the customer sees.
From a customer’s perspective, centre-line gauge control is not the issue. For the customer, the specification is around thickness tolerances, so if they utilise the material by blanking out parts, all parts have to meet the specification regardless of where they come from in the sheet. Almost all the sheet products are thinner at the edge than in the centre. This thickness variation over the width (strip profile) is determined at the hot mill stage of aluminium rolling, but can now be seen to be as important as the lengthwise thickness variation in the strip. The latter is controlled by the cold passes of aluminium rolling, where historically all the effort in thickness control has been focussed. Some of the problems this can cause are illustrated in Figure 1 where the centre-line variation is compared with variation measured by the same type of instrument near the edge. In addition to the edge being thinner than the centre, the variation is of a slightly different magnitude. The total variation has to fit inside the customer tolerance.
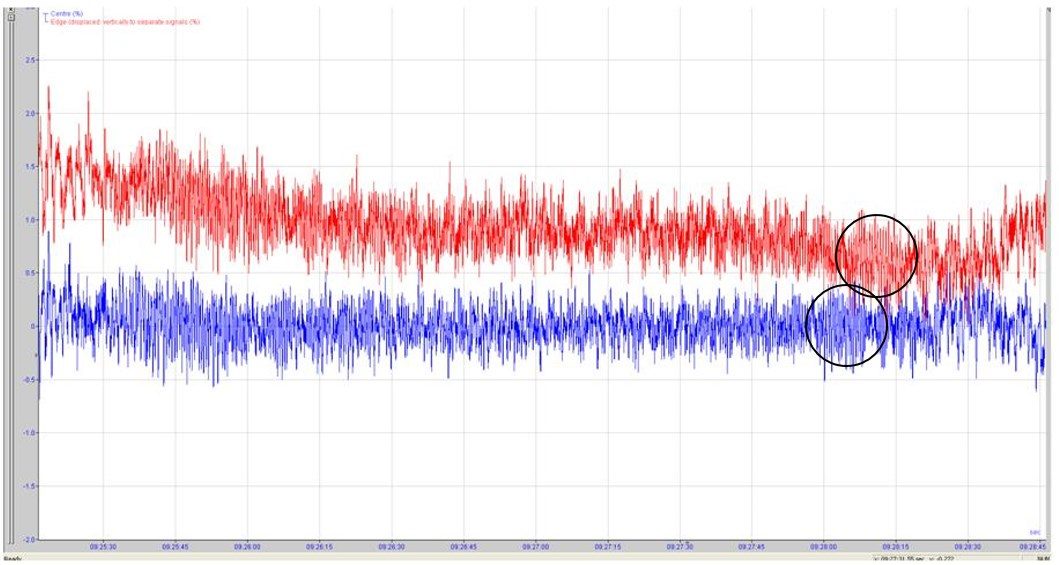
The Figure also illustrates the inherently complex spectrum of frequencies contained within the thickness signal. These are generated from the rolls that deform the strip at each pass and the frequency spectrum can be analysed to determine at which pass and from which roll each component originates. Feed-forward gauge control helps to eliminate incoming variation within a limited bandwidth; good design of control schemes avoids amplifying the variation and avoiding the resonant frequencies of coupled drive systems of aluminium rolling mills. Mass flow control additionally addresses problems in the transport lag between the mill bite and the exit thickness measurement and so maintains good control during speed changes. Attention to detail and good practise during aluminium rolling prevents too many new frequencies being introduced in the current pass.
A holistic approach
As some of the features in the gauge trace are caused by variations in material hardness being interpreted as thickness variation, close attention must also be paid to the casting process to create as homogenous a composition over the strip length as possible. This is a better strategy than using correlation techniques to identify features that persist through passes and assume they are due to compositional effects.

Many of the more advanced control techniques are aimed at providing control robustness and stability from moderate process perturbations over wide frequency ranges. Applying a holistic approach that encompasses the understanding of where the thickness variation can occur, including knowledge of the measurement systems and what might cause them to give “false” thickness readings, means that they are not required.
The task of the controller is far less demanding if the disturbances are small and dominated by the current pass. The now accepted norm of a gauge control scheme, based on underlying feed-forward feed-back control loops for stability and mass flow for accuracy and control of the strip from head to tail, can meet the demands we now face both in aluminium rolling and in the rolling of other metals. Of course to eliminate features at every pass, which is the key to achieving the ultimate control, requires good understanding of the material and the rolling processes from casting to finishing. This comes from experience as well as knowledge, and for new-comers to the industry, may have to be obtained through training.
This blog post was originally written by Dan Miller who has now left the company. Please contact Mark Rix if you have any questions.