
Posted on: 10th January 2020
To serve our clients in the best way possible, it’s important that we know about the latest, cutting-edge developments in aluminium. To this end, we’re involved in many collaborative R&D projects funded by the UK Government’s Innovate UK. Many of these projects focus on vehicle lightweighting, such as RACEForm (Rapid Aluminium Cost Effective Forming).
The objective of the RACEForm project is to validate Hot Form Quench (HFQ®) technology for mass production.
Hot Form Quench for vehicle lightweighting
Typically, the production of aluminium automotive panel and structural components involves the coil undergoing a solution heat treatment process followed by a quench to room temperature. Due to the next step being cold-forming of sheet blanks in a press die, spring back is often an issue.
HFQ® technology combines the solution heat treatment, forming and quenching practices into one operation. Consequently, this allows us to form more complex lightweight aluminium structures in a single pressing, which could not be done previously. Importantly, the HFQ® process achieves the desired microstructure and, hence, the final material properties.
Here at Innoval we are working with the other consortium members to characterise HFQ® trial components produced on an industrial scale. The first high rate trials took place at one of Gestamp‘s production lines in Palencia, Spain. The trial component is based on an SUV EV A-pillar. You can see an example of it in Figure 1. Due to HFQ® technology, it’s been possible to reduce this from 3 separate components to a single pressing.

Characterisation
Initially, we employed techniques such as Electrical Conductivity (EC), micro hardness, Optical and Scanning Electron Microscopy (SEM) to characterise the trial components. The objective of the study is to confirm that we’ve achieved the desired microstructure to meet the material property specification.
However, due to having a larger single-formed component via HFQ®, we must also investigate several microstructural features including:
- Variability of material properties across a single component.
- Level of solutionisation. This is the amount of Mg-Si containing particles that remain in the microstructure after the forming and quenching processes.
- Level of grain boundary precipitation that may have occurred during the HFQ® process.
Homogeneity of properties
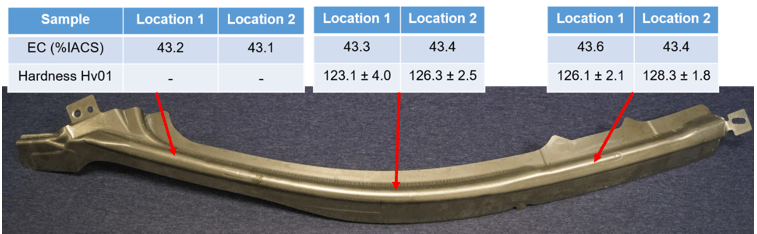
Figure 2 shows the conductivity and micro hardness in one example component. It highlights the homogeneity of properties across the component. We tested two locations at either end of the component and in the middle. However, this is, of course, only across one individual component. Variabilities may exist from sample to sample (and we’ll study this in future work).
Level of solutionisation
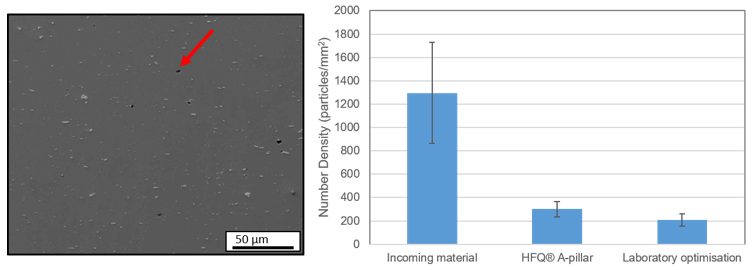
Figure 3 shows the number density of Mg-Si containing particles that remain in the microstructure. The red arrow highlights one of these particles in the SEM micrograph. We compared the number density of particles in the HFQ® A-pillar trial components to a previous laboratory-based study that highlighted the optimum times and temperatures for the solution heat treatment. Additionally, we’ve also included the incoming material for comparison. Hence, Figure 3 shows that the trial component contains a similar amount of solutionisation.
Level of grain boundary precipitation
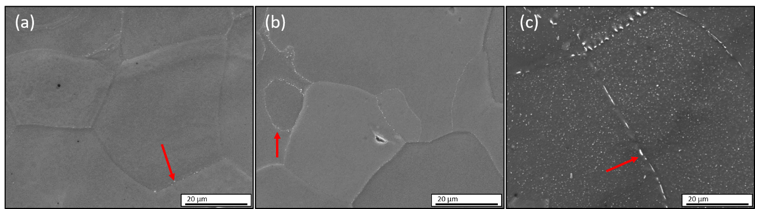
Figure 4 shows example SEM micrographs highlighting the level of grain boundary precipitation in the HFQ® A-pillar component (indicated by the red arrows). For comparison, we produced low and high quenching rates in a similar material in the lab. Using an electro-etching methodology, it’s possible to highlight grain boundary particles which appear white in SEM micrographs. Therefore, we can see that the cooling rates we achieved during the industrial HFQ® trial appear to be adequate. This is because there is not an excessive level of grain boundary particles (i.e. Mg and Si have been retained in solid solution).
Going forwards
The initial characterisation indicates good homogeneity across a single component. Furthermore, it shows a good level of solutionisation and no excessive grain boundary precipitation.
In the future, we will use mechanical testing, Differential Scanning Calorimetry (DSC), Transmission Electron Microscopy (TEM) and surface analysis to further study the material properties.
Finally, if you’d like to catch up on all of the Innovate UK funded projects that we’re involved with, including RACEForm and others which focus on vehicle lightweighting, click here.