
Posted on: 6th January 2017 by Vicente Martin
Over the last few months we’ve posted several blogs describing the ways Innoval’s process models can improve productivity and quality. In this post I’m going to take a metallurgical view of the rolling process. Hopefully, you’ll see how our Rolling Model is an invaluable tool in determining roll to temper practices.
Self-annealing to the required temper
It is a truth universally acknowledged, that a production engineer with a rolling model must be using it to continuously improve the efficiency of an aluminium rolling plant. However, models are also invaluable to the metallurgical engineer to find ways of simplifying the process or making it more cost effective.

Let’s take as an example a hot finishing mill which produces thick sheet for engineering applications. Traditionally, hot rolling transforms an ingot into sheet of relatively high thickness. Following this, cold rolling and partial annealing processes achieve the required material temper.
It’s possible to tune the manufacturing conditions so the material self-anneals during coiling after the finishing stands. However, you can only do this if the hot mill has good enough control over the final finishing temperature. This is what’s done around the world to control the metallurgical state of 5XXX alloys. While this is usually the start of a conventional manufacturing process, it can be used to produce final quality products.
Finishing the product in the hot mill eliminates several steps in the process. Consequently, this reduces the cost and lead time.
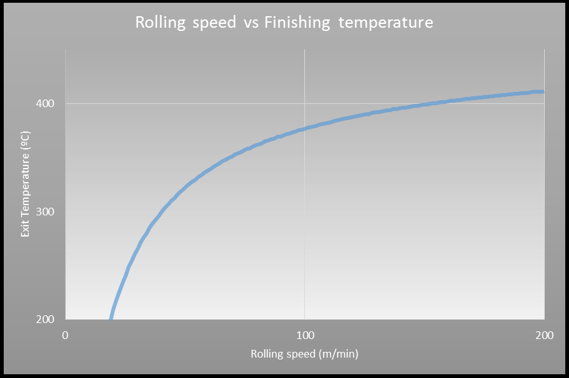
In our mill the final pass speed is one of the parameters we can use to alter the exit temperature of the material. As you can see in Figure 2, the Innoval Rolling Model helps us to determine how the finishing pass speed and finishing temperature are related.
Self-annealing model
We can, of course, determine the influence of other parameters such as roll cooling in the finishing conditions. In more complex schemes, we can also analyse the influence of different schedules or process conditions.
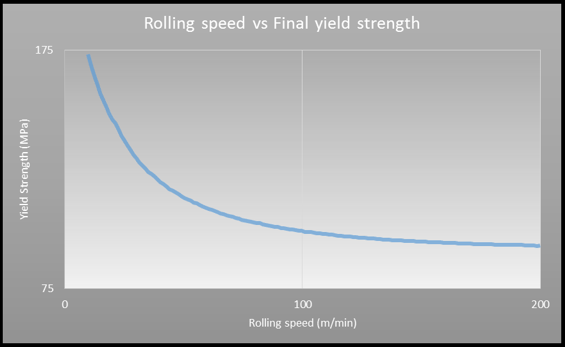
The link to the metallurgical properties is straightforward given we have an accurate model of how the self-anneal process occurs. As a result, we can provide a clear strategy to the mill operation on how to achieve the required properties. Once again this uses the integrated material properties module in the Innoval Rolling Model, Figure 3.
What’s more, it’s possible to automate this approach and put it into the set-up of the mill. An automatic scheduler would determine the right rolling conditions to manufacture the order coming from a plant wide planning system.
Optimising your rolling process to increase productivity, improve quality or save energy is much easier with rolling process models. Our process models are extremely accurate. This is because, alongside the physics of the process, they incorporate Innoval’s comprehensive knowledge and understanding of aluminium.
If you’d like to know more about any of our process models, please get in touch. You can watch a short animation of our rolling model here.
