
Posted on: 28th October 2016
Over the years we have developed a suite of process models for the aluminium rolling industry. Recently we’ve shown in several blog posts how you can use these models to increase mill productivity.
In July Vicente Martin described how using the Innoval Rolling Model can determine the ground camber of work rolls. Now I’m going to explain how you can use the same model to help balance the output between consecutive rolling mills. This is another great tool to maximise mill productivity.
Matching mill productivity values
A common configuration for a hot line is the single stand reversing mill followed by a 3-stand hot tandem mill. A key requirement for productivity is to ensure that you match the time taken on each of these mills. Ideally, neither mill should wait for the other. This is because the overall productivity of the hot line is equal to the smaller of the two individual mill productivity values. Of course, given that softer alloys allow bigger reductions than harder alloys, it’s not always possible to meet these ideal conditions. Furthermore, there is usually a coil temperature requirement from the tandem mill. This can be another constraint.
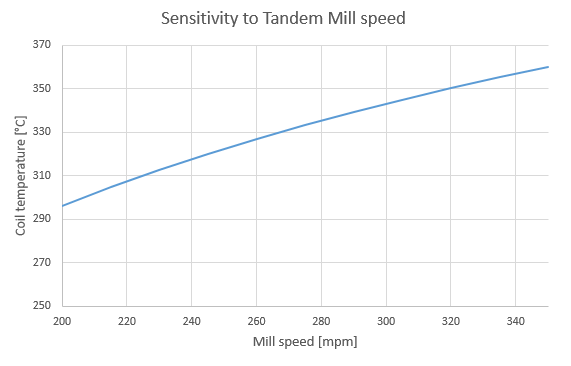
Trying to get close to optimum conditions can be quite hard if you use a trial-and-error approach. Tandem mill speed directly influences the coil temperature. Consequently, automation schemes often use the measured coil temperature to control the tandem mill speed. However, this may exacerbate the problem of matching the two mill productivity values. The Innoval Rolling Model can quickly demonstrate this. It uses an inbuilt sensitivity tool to look at how the coil temperature alters with the mill speed.
Accounting for entry temperature
The coil temperature also depends on the entry temperature to the tandem mill. The same tool within the rolling model can generate this sensitivity as shown in Figure 2.
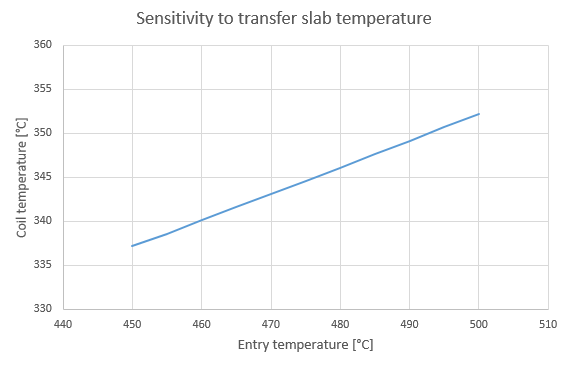
Having a lower entry temperature into the tandem mill allows the mill to run faster to get the same target coil temperature. However, it has an adverse impact on the rolling load, especially for the first stand.
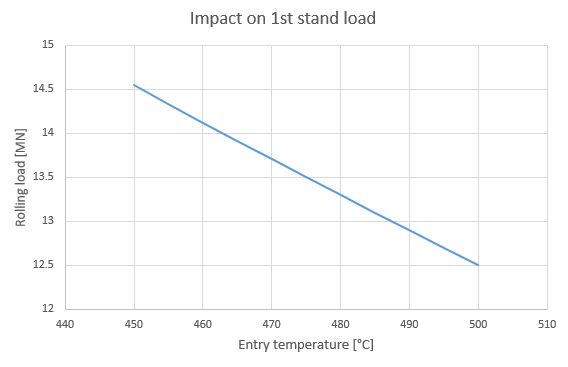
If this is still okay, then there is the task of modifying the reductions in the reversing mill schedule to achieve the lower transfer temperature.
Models such as the Innoval Rolling Model give you a quick and efficient way to look at these problems as a whole. Consequently, you can generate pass schedules for both mills that minimise the waiting time, and so deliver close to optimal productivity.
If you want to know more about our rolling model, you can watch a short animation here.
This blog post was originally written by Dan Miller who has now left the company. Please contact Kyle Smith if you have any questions.